

Mașină de formare a paharelor de hârtie de mare viteză
Video de produs
Specificație
| Specificații pentru pahare de hârtie | 4-16 oz (100-450ml) (mucegai schimbabil) Sus: 55-90 mm Inaltime: 60-135 mm Inferioare: 55-70mm |
| Specificația hârtiei | 150-350 GSM hârtie stratificată PE simplă/dublă sau hârtie acoperită cu PLA |
| Capacitatea de producție | 120-150 buc/min |
| Sursa de putere | 380V 50HZ/60HZ 3faze |
| Putere medie | 12KW (Putere totală: 18KW) |
| Cerința de alimentare cu aer | Presiunea aerului: 0.5-0.8Mpa Ieșire de aer: 0.4cbm/min |
| Greutate totală | 3500KG |
| Mărimea Pachetului | (L*W*H): 2800*1600*1850mm |
Detaliu de mașină
1. Ventilatoarele paharelor de hârtie vor fi aspirate în jos și împinse înainte.După ce cele 2 părți ale suprafeței de etanșare sunt preîncălzite, manșonul corpului paharului de hârtie va fi sigilat pe matrița de formare orizontală prin Ultrasonic.
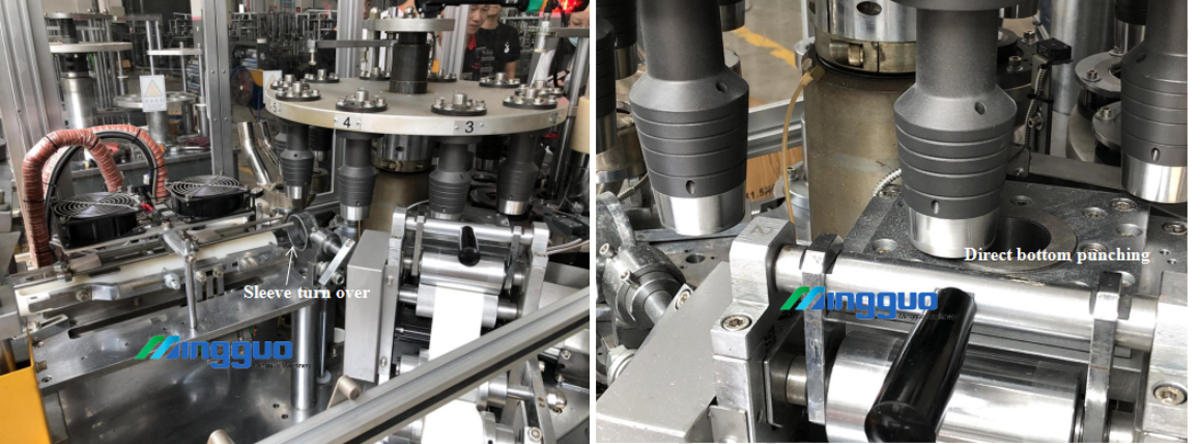
2. Dispozitiv de perforare direct în partea inferioară a paharului de hârtie controlat de servomotor, care este mai precis și economisește hârtie.
3. După perforarea fundului, formele pentru pahare cu fundul paharului de hârtie vor fi transferate pentru a accepta manșonul corpului paharului de hârtie.Maneca se va intoarce in sus si va trece prin forme.

4. Formele cu manșon și fund vor fi încălzite de două ori de pistoalele cu aer cald.Și apoi capătul manșonului va fi pre-pliat spre interior pentru a fi pregătit pentru sigilare cu fundul paharului de hârtie.
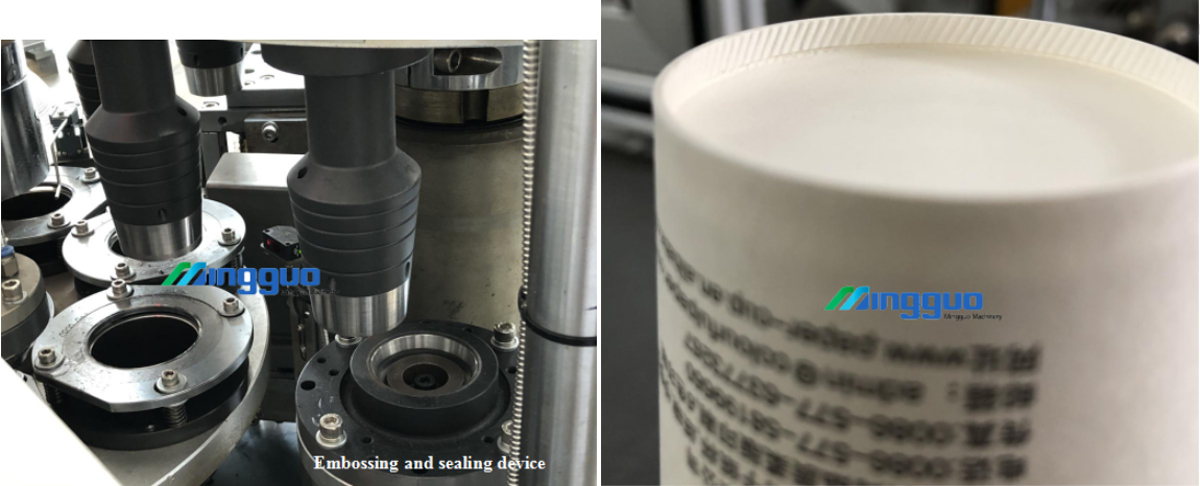
5. După încălzirea de două ori a pistolului cu aer cald și pre-plierea spre interior, fundul paharului de hârtie va fi complet bine sigilat de dispozitivul de embosare și etanșare.Apoi, paharele de hârtie bine formate în partea de jos vor fi transferate pe cel de-al doilea platou rotativ pentru a forma ondularea superioară.
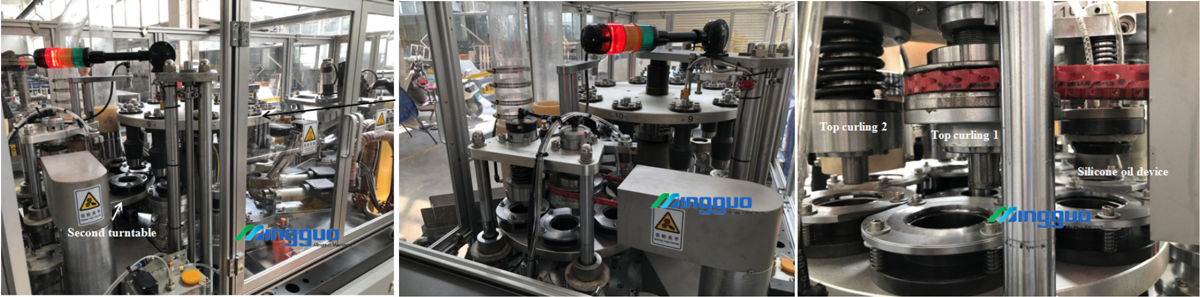
6. Înainte de ondularea superioară, partea superioară a cupei va fi umezită de uleiul de silicon de calitate alimentară pentru a face ca presiunea superioară de curling să fie bine distribuită pentru a evita explozia, ceea ce va îmbunătăți gradul estetic al paharului de hârtie.
7. După umezirea uleiului, blatul cupei va fi ondulat de două ori.În comparație cu ondularea o dată, ondularea de două ori este mai potrivită la mașina de mare viteză, ceea ce face ca curlingul cupei să fie mai compact și mai arătos.
La acest pas, se face o ceașcă.Cupele vor fi suflate pe țeava acrilică la masa de colectare.Fiecare cantitate de stivă va fi numărată.
Caracteristicile mașinii
1. Viteza: 120-150 cesti/min
2. Această mașină adoptă un mecanism intermitent cu came de indexare de tip deschis.
3. Transmisia angrenajului și structura axei verticale contribuie la o distribuție rezonabilă a diferitelor componente funcționale.
4. Întreaga mașină folosește un sistem automat de lubrifiere prin pulverizare, reducând uzura pieselor mașinii, sprijină mașina să funcționeze mult timp fără întrerupere.
5. Aproximativ 13 senzori pe o singură mașină pentru a monitoriza întregul proces de fabricare a paharelor
6. Corpul paharului de hârtie și partea inferioară a paharului lipite de un încălzitor elvețian (marca Leister), asigurând stabilitatea aderenței
7. De două ori ondularea, prima este ondularea rotativă, a doua este încălzirea stereotipurilor, ceea ce îmbunătățește rezistența de formare a paharului de hârtie, frumusețea gurii cupei și stabilitatea dimensiunii paharului de hârtie.
8. Controlul PLC și ecranul tactil este utilizat în formarea cupei, ochiul fotoelectric este adoptat în întregul proces de control al eșecului.
9. Alimentarea cu hârtie cu servomotor îmbunătățește stabilitatea echipamentului, realizează o funcționare rapidă și constantă, implementează oprirea automată a erorilor și reduce în mare măsură costul forței de muncă
Eficienta productiei
1. Producție de până la 60.000 de căni pe tură (8 ore)
2. Procentul de trecere este mai mare de 99% în producția normală
3. Un operator poate manipula mai multe utilaje în același timp
Categorii de produse


- Tel: +86 15858839222
- Zheng Song Road #529, Wanquan Town, Pingyang City, Wenzhou, provincia Zhejiang, China
- zoe@feidamachine.cn



